
Putzmeister Coad No. Concrete Pump Spare Parts Bend Pipe



Basic Info
| CONCRETE PUMP BEND PIPE DN150-6" | ||||
| Part NO. | ODIn./DIN | Center Line RadiusIn./mm | Degree ofAngle | Theoreticalweight(lbs./kg.) |
| BP1501445 | 6.0/ DN150 | 14/356 | 45 | 25.5/11.6 |
| BP1501490 | 6.0/ DN150 | 14/356 | 90 | 36.3/16.5 |
| BP1501845 | 6.0/ DN150 | 18/457 | 45 | 27/12.3 |
| BP1501890 | 6.0/ DN150 | 18/457 | 90 | 45/20.5 |
| BP1503245 | 6.0/ DN150 | 24/610 | 45 | 31.7/16.4 |
| BP1503290 | 6.0/ DN150 | 24/610 | 90 | 50.6/23 |
| BP1503245 | 6.0/ DN150 | 36/914 | 45 | 47/21.7 |
| BP1503290 | 6.0/ DN150 | 36/914 | 90 | 93.5/42.5 |
| BP1504845 | 6.0/ DN150 | 48/1219 | 45 | 60/27.2 |
| BP1504890 | 6.0/ DN150 | 48/1219 | 90 | 107/48.5 |
| Any type of elbow can be customized | ||||
| Any types of weld ends are available.METRIC (SK) WELD ENDSHEAVY DUTY WELD ENDSSCHWING F/M WELD ENDSPUTZMEISTER Z/X WELD ENDS | ||||
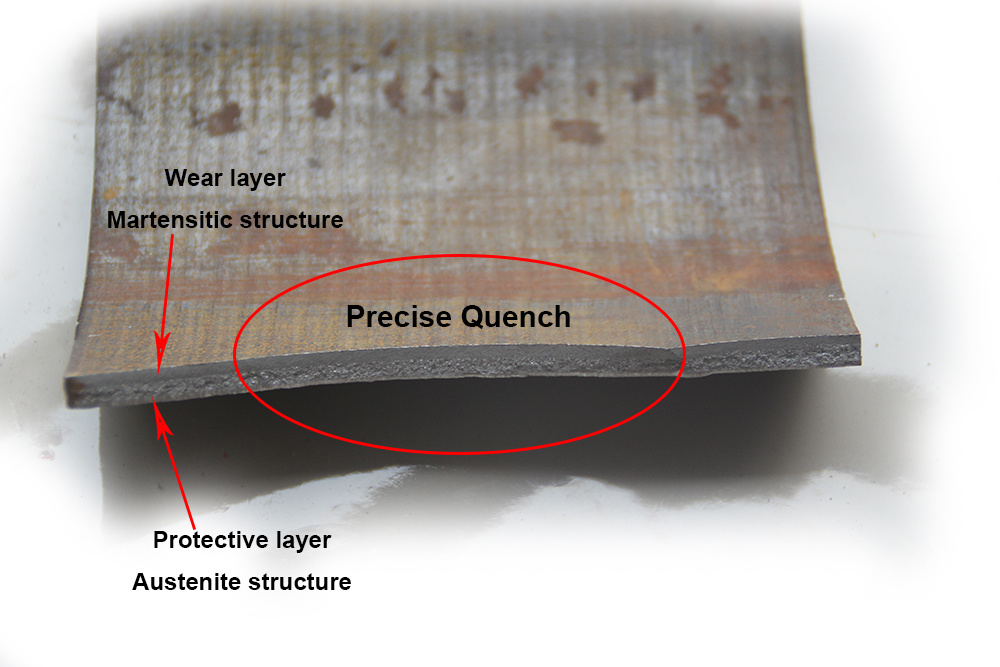
Advantages
The high qualitystructure ensures high abrasion resistance and toughness
Manganese alloy iron casting enables the liner highly wear proof and reduce pressure
Seamless welding enables the the outer layerhard to explode
Light weight improves vehicle efficiency, highly reduces labor and cost and the time for replacement
Designed structure, material and process realize its 3-5 times service life of common products
to extend the service life of other pipe fitting
Easy to use and handle
Our service………………………………………………………………………………………………………………………………………..
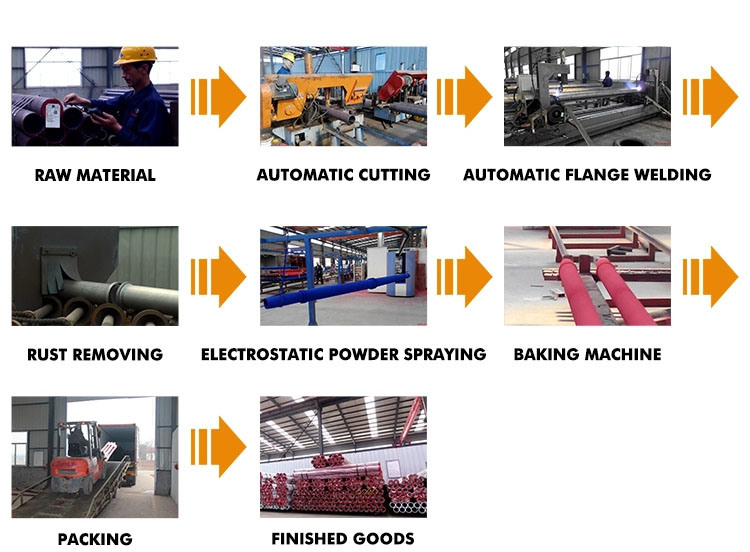
Production display………………………………………………………………………………………………………………………….

 Product process…………………………………………………………………………………………………………………………………………
Product process…………………………………………………………………………………………………………………………………………
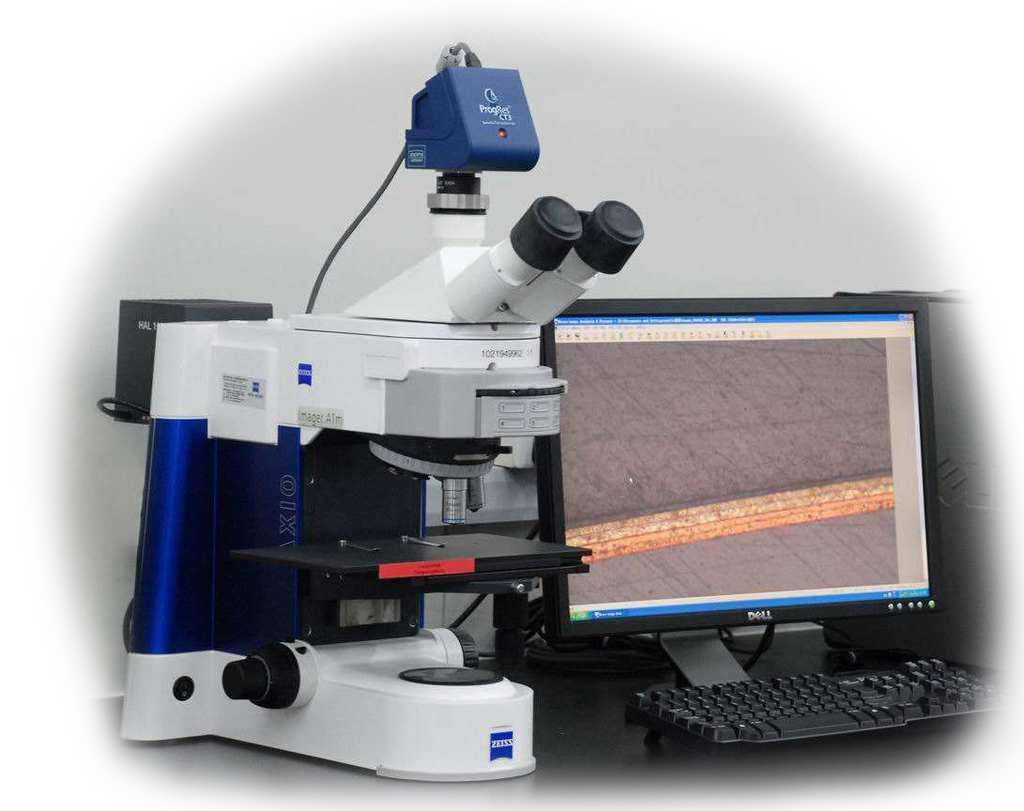
 Product test……………………………………………………………………………………………………………………………………….
Product test……………………………………………………………………………………………………………………………………….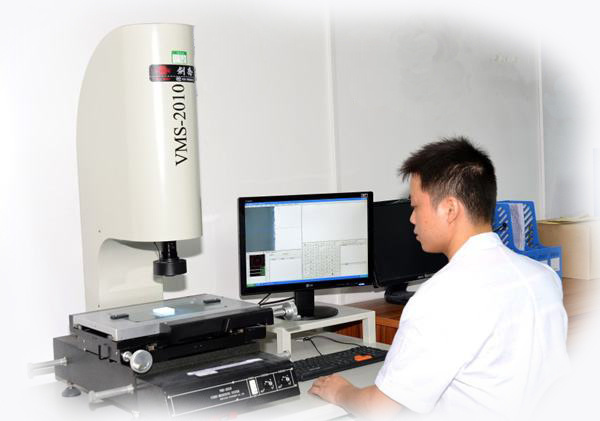
Packaging&Shipping……………………………………………………………………………………………………………………………….

 Contact us……………………………………………………………………………………………………………………………………………..
Contact us…………………………………………………………………………………………………………………………………………….. FAQ……………………………………………………………………………………………………………………………………………………………….
FAQ……………………………………………………………………………………………………………………………………………………………….





